







惠州规范管模使用制度,减少球墨铸铁管的气孔和针孔发生。
针对管模内壁打点偏稀的问题,要求打点工在进行管模维修打点时,降低管模打点机打点杆的进给速度,使打出的麻点稠密、均匀;对于管模内壁打点过浅,要求在进行管模维修打点时,提高风压(0.7-0.75MPa),磨好打点头,保证麻点深度适宜。
对于内表面有油脂和杂物的球墨铸铁管管模,特别是新使用的管模,使用前,必须清除管模表面的油脂和杂物。对于有龟裂纹的管模,轻微的,使用时适当增大模粉的加入量;龟裂纹严重的,必须及时更换管模。
离心球墨铸铁管质量缺陷主要有:重皮、气孔与针孔、夹渣夹杂、渗漏、水压打爆等。
重皮、气孔与针孔和夹渣夹杂质量缺陷总共占百分之七十多,可见上述三种质量缺陷是导致球墨铸铁管综合合格率低的主要原因。
惠州对离心机生产情况进行检查发现,在使用过的管模中,有些新使用的管模内壁粘附油脂和杂物清除不到位,有些旧管模存在龟裂纹,内壁打点稀、浅。根据生产工艺的要求,新使用的管模必须清除干净内壁的粘附油脂和杂物,管模内壁的打点要均匀、深度不超过0.3至0.5mm。
生产工艺要求铁水在感应电炉内高温时间不得超过30分钟,DN100—1000mm管子的浇注温度为1380—1500℃。对铁水质量调查发现,铁水在感应电炉内高温时间过长,超过30min,浇注温度也有时偏高,有时偏低,不符合生产工艺要求。另外,流槽与管模间距离过大、流槽出铁口弯头形状不当、流槽出铁口距承口位置较远以及翻包量过大、管模转速过高也是导致拉管质量缺陷产生的重要原因。
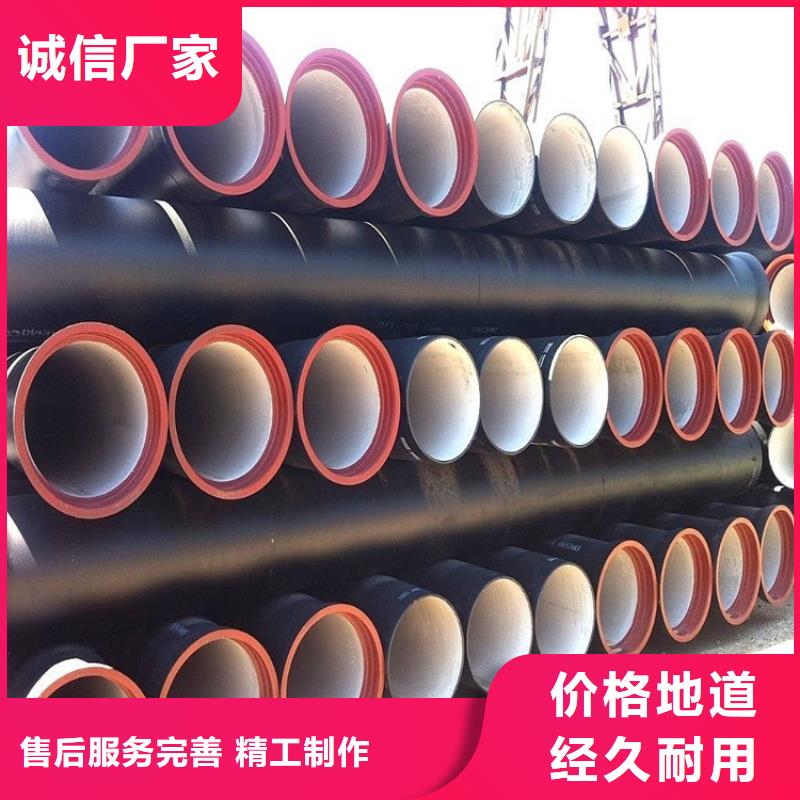
惠州公司是一个集生产和销售:球墨铸铁管,柔性接口铸铁排水管、管件的专业化大型企业. 在球墨管件、井盖铸造的生产工艺方面均达到国内先进水平。球铁管件严格执行国标GB13295-2003和国际标准ISO2531、EN545标准,井盖执行EN124标准。目前我公司的管件产品规格DN80-DN800,亦可以按用户要求的其他标准安排生产。管件年产量达二百万余吨,已销往国内各省以及欧洲、中东、东南亚等和地区。公司成立以来,一贯奉行"质量一"的宗旨,模具车间、机加工车间、水压车间、化验室、清砂车间等加工检测设备完善,并于2002年通过ISO9001:2000质量管理体系认证。
惠州现我公司有大量球墨铸铁管现货,将以优惠的价格,批零兼营的方式,为您提供快捷优质的服务,欢迎新老客户前来洽谈、电议。公司实施"以人为本"的现代化管理体制,注重提高员工的整体素质,目前拥有高工35名,中级职称人员200余人,员工1000余人,以确保生产的专业化,产品的高质量。
惠州球墨铸铁管主要应用与市政天然气、水运输等,是如今供水管处的,有较高的性价比。与PE管相比,安装时球墨铸铁管更为简便,承压力好,并且密封性及腐蚀性也比PE管有显著提升,从水利功能来看,球墨铸铁管标准通常指内径、PE管标准通常为外径,在相等标准条件下,惠州球墨铸铁管可以完成更大的径流量,从归纳装置保护造价来看,球墨管有着愈加优胜的性价比。
1、对承口内部、插口端部的沥青可用气焊、喷灯烤掉,对飞刺和铸砂可用砂轮磨掉,或用錾子除掉。
2、承插口合作的环向空隙,应满意接口嵌缝的需求。
3、当球墨铸铁管选用柔性接口时,其承插口表里面应润滑、不得有影响接口密封性的缺点。
4、暂时盲板的结构和方式应满意受力需求,试压时其背面应做牢靠支撑。
5、管道敷设时弯头、三通和固定盲板处均应砌筑性支墩。
6、试压时,查看管道有无变形或损坏,不然有必要重装或修整。
7、胶圈寄存应注意避光、不要叠合揉捏,长时间储存应装箱或进行隐瞒。
8、润滑剂不得刷在承口内外表。
9、螺栓宜选用可锻铸铁,当选用钢制螺栓时,有必要选用防腐办法。
惠州球墨铸铁管锌涂层质量测定方法
喷锌前,沿轴向贴一矩形试片于球墨铸铁管外表面上,经喷涂及修剪后试片的小尺寸应为以下任一种:
a)250mm×100mm
b)500mm×50mm
惠州在喷锌过程中,试片的密度和厚度不应发生变化,在衬底温度下形态稳定,同时作为替代表面进行涂层厚度测量。
锌涂层平均质量可根据试片喷锌前后的质量差用式(1)计算得出
m=C(m2-m1)/A
式中:
C——反映试片表面粗糙度与球墨铸铁管表面粗糙度之间差异因素的修正系数,取决于试片材料;m1和m2——试片喷锌前、后的质量,单位为克(g),(测量精确度为0.1g);
A——试片面积,单位为平方米(m2)。
当需要出具报告时,C值应由生产厂确定并加以说明。
注:对于喷砂钢板或聚酯板,C值介于1.0-1.2之间(供参考)
目视检查试片锌涂层的均匀性。若不均匀,应在试片涂层较薄的区域切下50mm×50mm的小片,依据上述方法测定锌涂层的局部小质量。
